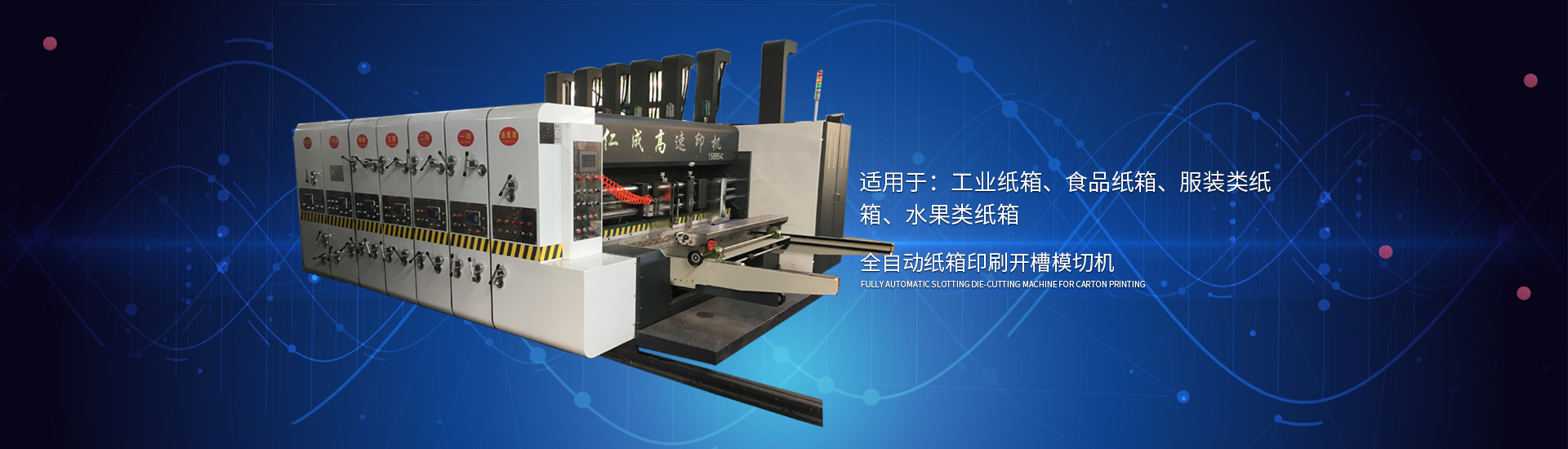
印刷開槽機同意安裝在兩條平行的軌道上,為使裝版和調校工作方便,第一、第二印刷部分可以憑借帶有齒輪減速箱的電機驅動,沿著導軌移開,使其與切角開縫裝置分離,有些型號機器,采用印刷部分和開槽切角部分以一定間隔分裝的設計,各部分用傳送皮帶聯系。1、給紙裝置:瓦楞紙板具有足夠的挺度,因而瓦楞紙板印刷機的給紙系統為了適應具有一定挺度的承印物,采用單張紙給紙方式,其輸紙部件是推動紙板末端進入一對給紙輥中,從而向壓印件輸紙,整個給紙、印刷的過程,瓦楞紙板都處于一個水平平面上通過印刷機。2、印刷裝置:瓦楞紙板印刷機有多種規格,小的可以承印610mm×1620mm的瓦楞紙板,大的可以達到2030mm×4830mm。多數瓦楞紙箱板的柔性版印刷機壓印部件的滾筒排列是壓印滾筒在上,印版滾筒在下,即對紙板的底面進行印刷,這樣安排可以使紙板在進入壓印前,承印面上的灰塵和碎紙可自然下掉。3、壓線(痕)裝置:紙板經過牽引輥被送入到壓線裝置,進行縱向(與楞紋同向)壓線,縱向壓痕限定紙箱的寬度與長度。4、切角開槽裝置:將箱蓋之間的連接部分切開,并切出箱體接舌的操作,稱為切角開槽。5、印刷開槽機的操作規程,5、印刷開槽機的操作規程:印刷開槽機的操作規程因機種不同而稍有差異,但原理是相同的。①開機前檢查潤滑系統和壓縮空氣系統,注足潤滑油,排清空氣壓縮機的冷凝水,關閉放氣閥。②將主機變速開關調定在“斷開”位置,把調速旋鈕轉到低速度位置后,方可以接通電源。③啟動齒輪電機將進紙印刷部,第二印刷部與分切開槽部分離開,以便調校各部尺寸和安裝印版。④按照生產通知單要求裝好印版,調定分切刀、開槽切角刀、壓線輪。⑤按照紙板厚度和長度調定前、左、右限位擋板。⑥使分離的各部分機體重定鎖緊。⑦開動抽吸風機和油墨泵,清除機上一切工具和雜物。⑧試印紙板,檢查試印紙板的印刷圖文、墨色、開槽切角質量,各部分尺寸規格,套色準確程度等,直至確認無誤。⑨開機加速連續生產。⑩機器運轉中,操作人員應注意觀察和檢查,及早發現問題,隨時進行調整。工作完成后或下班前,必須清洗油墨輥,換下的印版要洗凈吊掛保存、作好例行保養工作、切斷電源。